





Продукция





-

Пильный станок YP-9
-

Радиально-сверлильные станки серии Z3050×16
-

Шахтная печь для отжига
-

Линия по производству серии барабанных электропечей сопротивления
-

Сетчатая конвейерная печь для отпуска
-

Вертикальный обрабатывающий центр VMC855
-

Универсально-фрезерный станок с поворотным столом X6132
-

Вертикально-фрезерный станок с поворотным столом и ЧПУ XK5040/5032
-

Пильный станок RTB-8A
-

Спиральная барабанная печь для отпуска
-
Вертикально-фрезерный станок с поворотным столом X5036
-

Вертикально-фрезерный станок с поворотным столом X5040
-
Печь с выдвижным подом и циркуляцией горячего воздуха для отпуска
-

Двухместная печь с выдвижным подом и полным волокнистым покрытием
-

Печь для карбонизации биомассы
-

Радиально-сверлильные станки серии Z3050×16/Ⅰ
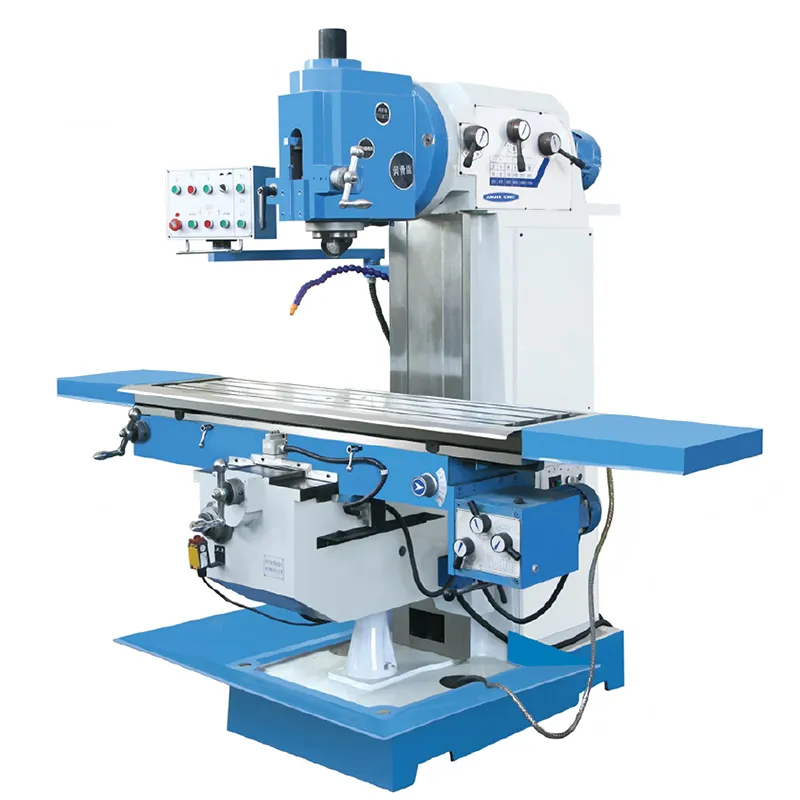
Горизонтально-фрезерный станок с поворотным столом и ЧПУ XK6040/6032
Дрель фрезерный станок это универсальный станок в обрабатывающей промышленности, который сочетает в себе различные функции обработки, такие как сверление, расширение, шарнирное отверстие и фрезерование, расточка, нарезка проволоки.
Описание
маркер
| Основные технические параметры | XK6032 | XK6040 |
| Рабочий стол X, Y, Z | 800×350×280 | 920×380×350 |
| Маршрут шпинделя | 70 | 85 |
| Диапазон манёвренной подачи рабочих столов | 6-3200/3-1600/6-3200 | 6-3200/3-1600/6-3200 |
Дрель фрезерный станок это универсальный станок в обрабатывающей промышленности, который сочетает в себе различные функции обработки, такие как сверление, расширение, шарнирное отверстие и фрезерование, расточка, нарезка проволоки, благодаря замене инструмента и настройке параметров обработки можно завершить многопроцессную обработку металлических и неметаллических деталей. Его компактная структура, высокая функциональная интеграция, широко используется в малых и средних деталях обработки, изготовления пресс форм, ремонтных мастерских и отдельных / мелкосерийных производственных сценах, является основным оборудованием, которое учитывает как гибкость, так и практичность.
Ⅰ.Основные определения и принципы работы
Основным преимуществом бурового фрезерного станка является одна машина многоэнергия, принцип работы основан на относительном движении инструмента и детали, через различные системы передачи для достижения функционального переключения бурения и фрезерования, основную логику можно разделить на два основных режима обработки:
1.Режим сверления (сверление, нарезка проволоки)
· Передача мощности: двигатель передается через ремень или шестерню, приводя вращение шпинделя (основное движение);
· Движение подачи: с помощью ручного или автоматического механизма подачи вращающийся инструмент (например, долото, метчик) перемещается вниз по направлению оси шпинделя (ось Z), осевое резание заготовки для достижения сверления, расширения или нарезки проволоки;
· Основные характеристики: вращение инструмента для основной мощности резания, направление подачи и ось инструмента совпадают, подходит для обработки отверстия.
2.Режим фрезерования (плоскость фрезерования, канавки)
· Передача мощности: двигатель управляет шпинделем с приводной фрезой (например, вертикальная фреза, концевая фреза) высокоскоростное вращение (основное движение);
· Движение подачи: перемещение по вертикали (ось Х), горизонтали (ось Y) стола или вертикали (ось Z) шпинделя, так что заготовка и вращающаяся фреза производят относительно плоское движение, лезвие фрезы режет поверхность заготовки;
· Основные характеристики: вращение инструмента + плоская подача детали / инструмента в сочетании, подходит для плоскости, канавки, контуры и других сложных форм обработки.
Ⅱ.Основные классификации и сценарии применения
В зависимости от формы конструкции, степени автоматизации и сценариев применения, сверлильно фрезерный станок можно разделить на несколько категорий, различные типы функций фокусируются на значительных различиях с областью применения, как указано ниже:
| Классификационные измерения | Конкретные виды | Структурные особенности | ключевое преимущество | Сфера применения |
| Структурные формы | Вертикально - сверлильно - фрезерный станок | Вертикальная компоновка шпинделя (фиксированный или подстраиваемый угол), рабочий стол может перемещаться по оси X / Y / Z, некоторые модели с функцией наклона вертикальной фрезерной головки (реализация углового фрезерования). | Конструкция компактная, удобная в эксплуатации, функция бурения и фрезерования сбалансирована, подходит для обработки мелких и средних деталей. | Обработка отверстий для мелких деталей (сверление, нарезка) + плоское фрезерование (например, плоскость фланца, основание кронштейна), грубая обработка полости формы. |
| горизонтальный сверлильно - фрезерный станок | Горизонтальная компоновка шпинделя, оснащенная вращающимися рабочими столами или градуированными головками, некоторые модели с вертикальными аксессуарами шпинделя (для реализации функции вертикального фрезерования). | Более сильная функция фрезерования, подходит для длиннополосных деталей, бокового фрезерования деталей корпуса или многогранной обработки. | Фрезерование шпонок осевых деталей, обработка боковых отверстий деталей корпуса, торцевое фрезерование заготовок шестерни. | |
| фрезерный станок | Главная ось установлена на вращающемся рычаге, который может перемещаться вверх и вниз по стойке, а рабочий стол фиксирован или подвижен (частично посадочный, без рабочего стола). | Масштаб перемещения шпинделя большой, может обрабатывать большие, тяжелые детали (без перемещения деталей), высокая точность бурения. | Большие отливки, пористая обработка сварных деталей (например, станок, фланцевое отверстие сосуда под давлением), нарезка тяжелых деталей. | |
| Уровень автоматизации | Ручной сверлильно - фрезерный станок | Движение подачи (ось X / Y / Z) полностью зависит от ручной работы, имеет простую структуру, низкую стоимость, подходит для мелкосерийной обработки. | Высокая гибкость, не требующая программирования, подходит для ремонтных мастерских, небольших мастерских или отдельных пробных разрезов. | Ремонт деталей (например, ремонт изношенных отверстий, фрезерование поверхностей локальных повреждений), обучение практическому обучению, мелкомасштабная обработка нестандартных деталей. |
| Фрезерный сверлильный станок с ЧПУ (CNC) | Оснащен системой ЧПУ (например, Фанук(FANUC),Сименс (SIEMENS)), которая программируется для управления автоматической подачей оси X / Y / Z, а некоторые модели имеют библиотеку ножей (для достижения автоматической смены ножей). | Высокая точность обработки (точность позиционирования до 0005 мм), хорошая повторяемость, подходит для сложных деталей или массового производства. | Точная обработка деталей пресс - формы (например, полостей типа, направляющих желобов), автоматическое сверление пористого положения корпуса электроники, стандартизированная обработка пакетных мелких деталей. |

Ⅲ.Ключевые технические параметры
При выборе бурового фрезерного станка необходимо сосредоточиться на следующих основных параметрах в сочетании с потребностями обработки, чтобы обеспечить соответствие оборудования:
1.Диапазон оборотов шпинделя: количество кругов, вращающихся шпинделем в минуту (в единицах:об /мин), определяет подходящий тип инструмента и обработанный материал:
· Бурение (долото): низкая скорость (50 - 1500 об /мин) подходит для стали, высокая скорость (1000 - 3000 об /мин) подходит для алюминия, пластмассы;
· Фреза (фреза): Высокоскоростная (1000 - 6000 р / мин) подходит для обработки стали фрезами из твердосплавов, сверхвысокая (6000 - 12000 р / мин) подходит для обработки неметаллов высокоскоростными стальными фрезами.
2.Максимальный диаметр скважины: максимальная апертура (единица: мм), с которой ведущая ось может приводить к обработке долота, является основным показателем буровой мощности, общие спецификации:
· Малый вертикальный сверлильно - фрезерный станок: максимальный диаметр скважины 16 - 25 мм;
· Среднеразмерный сверлильно фрезерный станок: максимальный диаметр скважины 32 - 50 мм;
· Большой горизонтальный сверлильно фрезерный станок: максимальный диаметр скважины 50 - 80 мм (для стали).
3.Размер рабочего стола: длина рабочего стола × ширина (единица: мм), определяет максимальный размер обрабатываемых деталей, например:
· Небольшой сверлильно фрезерный станок с чпу: размер стола 600 × 200 мм (подходит для небольших деталей);
· Среднеразмерный вертикальный сверлильно фрезерный станок: размер стола 1000 × 300 мм (подходит для средних деталей).
4.Диапазон хода: максимальное расстояние перемещения оси X (продольная), оси Y (горизонтальная), оси Z (вертикальная) (единица: мм), определяет диапазон обработки, например:
· Типичный ход буровых фрезерных станков с чпу: 800мм для оси X, 300мм для оси Y и 400мм для оси Z (покрывает большинство мелких и средних деталей обработки).
5.Точность позиционирования и точность повторного позиционирования: (в основном для моделей с чпу) точность позиционирования относится к отклонению фактического положения инструмента от положения команды, точность повторного позиционирования относится к последовательности отклонения многократного позиционирования, как правило:
· Экономный сверлильно - фрезерный станок с чпу: точность позиционирования 0,02 мм, точность повторного позиционирования 0,01 мм;
· Прецизионный сверлильно фрезерный станок с чпу: точность позиционирования 0005 мм, точность повторного позиционирования 0003 мм (подходит для высокоточных деталей).
Ⅳ.Типичные области применения
Буровой фрезерный станок с преимуществом многофункциональный, покрывающий потребности в обработке в нескольких отраслях промышленности, основные сценарии применения включают:
Универсальное машиностроение: обработка отверстий для мелких и средних деталей (например, бурение основания подшипника, нарезка оси шестерни), плоское фрезерование деталей (например, основание кронштейна, торец шатуна), простое фрезерование канавок (например, шпоночные канавки, Т образные канавки);
Промышленность пресс формы: грубое фрезерование полости формы (подготовка к последующему точному фрезерованию), пористое бурение неподвижной формы (позиционное отверстие, установочное отверстие), шарнирное отверстие направляющей колонны формы (повышение точности);
Ремонт и модификация автомобилей: ремонт и обработка автомобильных деталей (например, ремонт изношенных отверстий в корпусе цилиндра двигателя, коррекция положения отверстий в опоре шасси), индивидуальная обработка модификаций (например, фрезерование нестандартных опор, бурение отверстий для соединения);
Электроника и легкая промышленность: пористое автоматическое сверление корпуса электроники (например, корпус маршрутизатора, опора мобильного телефона), фрезерование литника для пластмассовых изделий, нарезка и торцевое фрезерование небольших изделий из металла (например, винты, гайки);
Преподавание и научные исследования: практическая подготовка по эксплуатации станков в профессиональных учебных заведениях (развитие базовых навыков бурения и фрезерования), индивидуальная обработка нестандартных деталей в научно исследовательских институтах (например, деталей экспериментальных установок, деталей малых прототипов).
Ⅴ.Элементы эксплуатационной безопасности и технического обслуживания
Буровой фрезерный станок включает в себя высокоскоростные вращающиеся ножи и движущиеся детали, которые должны строго соблюдать нормы безопасности и регулярно обслуживаться, чтобы обеспечить стабильную работу оборудования:
1.Правила эксплуатационной безопасности
· Защитные меры: перед загрузкой проверьте исправность защитного устройства (например, фрезерный защитный экран, защитный чехол шпинделя), обработка в незащищенном состоянии запрещена;
· Нож и детали крепятся: инструмент должен быть прочно закреплен в зажиме (чтобы избежать рыхления и отбрасывания), детали должны быть закреплены тисками или нажимными пластинами (чтобы предотвратить столкновение, вызванное смещением в процессе обработки);
· Запрет на эксплуатацию: при обработке запрещается прикасаться руками к вращающемуся инструменту или поверхности заготовки, запрещается настраивать инструмент или заменять заготовку во время работы оборудования, в случае чрезвычайной ситуации немедленно нажимается кнопка срочная остановка.
2.Элементы повседневного обслуживания
· Системы смазки: регулярно проверять уровень смазочного масла в шпиндельном ящике, направляющей, добавлять соответствующее смазочное масло в соответствии с инструкцией (например, в шпиндельном ящике 46 # механическое масло, в направляющей 32 # направляющее масло), чтобы избежать сухого трения, приводящего к износу детали;
· Очистка и техническое обслуживание: после каждой обработки очищает стол, стружку на направляющей (с помощью сжатого воздуха или щетки, запрещается непосредственная очистка вручную), регулярно очищает шпиндельный зажим от мусора (чтобы не повлиять на точность зажима инструмента);
· Калибровка точности: ручные модели регулярно проверяют вертикальность шпинделя (измеряемую с помощью процентной шкалы), модели с чпу ежеквартально калибруют точность позиционирования оси X / Y / Z (с помощью лазерного интерферометра или шарового инструмента) для обеспечения точности обработки;
· Проверка деталей: периодически проверяйте натяжку ремня двигателя (слишком рыхлый может привести к недостаточной скорости вращения, слишком плотный и легко изнашивающийся), износ ползунка направляющей (серьезный износ требует замены, чтобы избежать влияния на точность подачи).
связаться с нами
Сопутствующие популярные продукты

Вертикально-фрезерный станок с поворотным столом X5032
Дрель фрезерный станок это универсальный станок в обрабатывающей промышленности, который сочетает в себе различные функции обработки, такие как сверление, расширение, шарнирное отверстие и фрезерование, расточка, нарезка проволоки.
Пильный станок RTB-8A
Пильный станок это машина и оборудование, которые режут и обрабатывают металлы, древесину, камень и другие материалы с помощью высокоскоростных пил (или пил), широко используемых в обрабатывающей промышленности, строительной промышленности и других областях.

Шахтная электропечь сопротивления
Шахтная электропечь сопротивления отличается энергосбережением, высокой эффективностью, удобством эксплуатации и равномерной температурой.

Вертикальный обрабатывающий центр VMC1370/VMC1270
Обрабатывающий центр— это высокоавтоматизированный многофункциональный станок с ЧПУ, который на основе обычного станка с ЧПУ оснащен устройством автоматической смены инструмента (инструментальным магазином) и функцией ориентации шпинделя.

Вертикальный обрабатывающий центр VMC800
Обрабатывающий центр— это высокоавтоматизированный многофункциональный станок с ЧПУ, который на основе обычного станка с ЧПУ оснащен устройством автоматической смены инструмента (инструментальным магазином) и функцией ориентации шпинделя.

Долбежный станок BC50100/BC50125
Долбежный станок — это станок, использующий вертикальное возвратно-поступательное движение долбяка для обработки шпоночных пазов и фасонных отверстий.

Радиально-сверлильные станки серии Z3040×14B
Дрель фрезерный станок это универсальный станок в обрабатывающей промышленности, который сочетает в себе различные функции обработки, такие как сверление, расширение, шарнирное отверстие и фрезерование, расточка, нарезка проволоки.

Долбежный станок B5020/B5032
Долбежный станок — это станок, использующий вертикальное возвратно-поступательное движение долбяка для обработки шпоночных пазов и фасонных отверстий.


Пильный станок YP-38
Пильный станок это машина и оборудование, которые режут и обрабатывают металлы, древесину, камень и другие материалы с помощью высокоскоростных пил (или пил), широко используемых в обрабатывающей промышленности, строительной промышленности и других областях.

Серия шахтных печей с вакуумной атмосферой
Сфероидизация и мягкий отжиг термической обработки легированной стали, подшипниковой стали, винтовой проволоки, проволоки и дисков из высоко.

Сетчатая конвейерная закалочная печь
Печь для закалки с сетчатой лентой используется для закалки металлических деталей общего назначения на воздухе, а также для закалки, отжига и термической обработки при старении отливок из алюминиевых сплавов, поршней, алюминиевых пластин и других деталей из легких сплавов.

Долбежный станок SM5
Долбежный станок — это станок, использующий вертикальное возвратно-поступательное движение долбяка для обработки шпоночных пазов и фасонных отверстий.

ЧПУ долбежный станок BK5035
Долбежный станок — это станок, использующий вертикальное возвратно-поступательное движение долбяка для обработки шпоночных пазов и фасонных отверстий.

ЧПУ долбежный станок BK5006
Долбежный станок — это станок, использующий вертикальное возвратно-поступательное движение долбяка для обработки шпоночных пазов и фасонных отверстий.