





Китай азотирующая печь завод
Когда слышишь про китайские азотирующие печи, сразу представляется либо дешёвый ширпотреб, либо нечто космически совершенное. На деле же всё упирается в нюансы конструкции и главное – в какой именно завод их производит. Вот, к примеру, АО Шаньдун Жэньчуань Печная Промышленность Наука И Техника – их оборудование мы тестировали в прошлом квартале, и есть что рассказать.
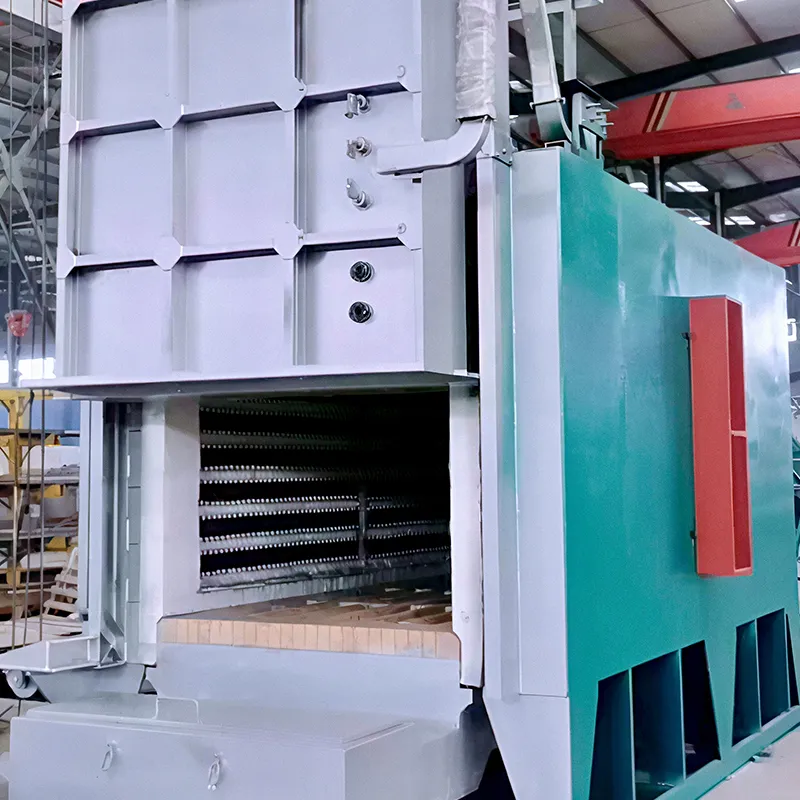
Конструктивные особенности китайских азотирующих печей
Если брать те же модели от Шаньдун Жэньчуань, сразу бросается в глаза система газораспределения. У них не классический верхний подвод, а комбинированный – с боковыми соплами. На первый взгляд кажется, что это усложняет обслуживание, но на практике даёт более равномерную продувку. Хотя при первом запуске были сомнения – не приведёт ли это к застойным зонам в углах камеры.
Термообработка – это всегда компромисс между скоростью нагрева и стабильностью температуры. В их печах стоит трёхзонная система контроля, что в принципе стандартно для серьёзных производителей. Но вот что важно – датчики расположены не только у стенок, но и в центральной части загрузки. Мелочь, а снимает массу проблем при работе с габаритными деталями.
По опыту скажу: многие недооценивают систему охлаждения. В этих печах она двухконтурная – отдельно для нагревателей и для газовой среды. Как раз это предотвращает перегрев электроники в продолжительных циклах. Хотя на первых партиях были нарекания на шум вентиляторов – производитель оперативно доработал конструкцию лопаток.
Практика эксплуатации в российских условиях
Когда мы устанавливали первую такую печь под Нижним Новгородом, главным опасением была адаптация к нашим сетям. Напряжение плавает, да и качество электроэнергии оставляет желать лучшего. Пришлось дополнительно ставить стабилизатор, хотя в паспорте указан рабочий диапазон 380В±10%. После года эксплуатации – ни одного сбоя по питанию.
Зимой возник нюанс с подготовкой аммиака. Баллоны при -20°С приходилось предварительно выдерживать в отапливаемом помещении, иначе давление в системе падало ниже критического. Производитель потом прислал уточняющие рекомендации по зимнему режиму – оказалось, можно регулировать подогрев газовой магистрали.
Самое сложное – это первоначальная настройка программы для разных марок сталей. Китайские технологи дали базовые параметры, но под наши материалы пришлось экспериментировать. Например, для 38Х2МЮА увеличили время выдержки на 15% против стандартного цикла. Результат – глубина слоя стабильно 0.3-0.35 мм при 550°С.
Техническая поддержка и документация
Сразу отмечу – инструкции переведены на русский с понятными схемами. Но есть нюанс: некоторые термины переведены дословно, что может вызвать путаницу. Например, 'gas flow regulator' обозначен как 'регулятор потока газа', хотя в нашей терминологии это скорее 'расходомер'. Пришлось уточнять по техподдержке.
Сама поддержка работает через https://www.rcly.ru – отвечают в течение суток. Важный момент: они предоставляют доступ к архивным версиям ПО для печей. Это спасает, когда после обновления появляются несовместимости с существующими настройками. Мы как-раз откатились с версии 2.1 на 1.8 из-за сбоев в программе азотирования.
По запчастям тоже нет особых проблем – нагреватели и термопары идут в поставке с запасом. А вот с датчиками давления пришлось ждать 3 недели, когда один вышел из строя. Теперь всегда держим на складе два запасных – это единственный элемент, который пока не удаётся оперативно найти на местном рынке.
Экономические аспекты выбора
Если сравнивать с европейскими аналогами, экономия на закупке составляет 40-50%. Но многие забывают про эксплуатационные расходы. В этих печах достаточно экономный расход аммиака – около 12-15 литров на цикл для камеры 1.5×2 м. Для сравнения – у нашей старой чешской печи уходило до 22 литров на аналогичный объём.
Электроэнергия – вот где ощутимая разница. За счёт керамических нагревателей и улучшенной теплоизоляции потребление ниже на 25-30%. Мы специально вели учёт: за месяц непрерывной работы экономия составила около 7000 кВт?ч. При наших тарифах это существенно.
Но есть и подводные камни. Например, первоначальная калибровка оборудования – её лучше доверить специалистам завода. Мы пробовали сэкономить, сделав своими силами – в итоге потратили на настройку вдвое больше времени. Пришлось вызывать их инженера – он за два дня привёл всё в норму.
Перспективы и доработки
Сейчас производитель анонсировал новую систему управления с возможностью удалённого мониторинга. Мы пока тестируем демо-версию – интерфейс стал удобнее, но есть вопросы к стабильности соединения. Как мне объяснили их технологи, это как раз связано с теми самыми 50 патентами, которые упоминаются в описании компании.
Интересное решение – встроенный модуль анализа атмосферы. Раньше мы использовали внешние газоанализаторы, теперь же контроль идёт в реальном времени прямо из печи. Правда, точность пока требует проверки – первые замеры показали расхождение с нашими приборами в пределах 5-7%.
Если говорить о развитии линейки, то мне как практику не хватает более гибких конфигураций загрузки. Сейчас идут стандартные тележки, но для мелких деталей хотелось бы иметь дополнительные полки или контейнеры. Обсуждали это с представителями завода – обещают рассмотреть в следующих модификациях.
Выводы и рекомендации
В целом, за последние два года китайские азотирующие печи серьёзно выросли в качестве. Тот же АО Шаньдун Жэньчуань демонстрирует понимание технологических процессов, а не просто собирает оборудование по чертежам. Их сертификация ISO – не просто бумажка, а отражение реального подхода к контролю качества.
Для наших предприятий такой вариант стоит рассматривать, особенно при замене устаревшего оборудования. Но с обязательным учётом специфики именно вашего производства. Универсальных решений нет – даже в рамках одного модельного ряда могут быть важные отличия.
Лично я продолжаю отслеживать их новые разработки. Судя по тому, как они реагируют на замечания и дорабатывают конструкции, это перспективное направление. Главное – не экономить на пусковых работах и обучении персонала. Тогда оборудование отрабатывает свою стоимость полностью.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Вертикально-фрезерный станок с поворотным столом и ЧПУ XK5040/5032
Вертикально-фрезерный станок с поворотным столом и ЧПУ XK5040/5032 -
 Печь для карбонизации биомассы
Печь для карбонизации биомассы -
 Барабанная печь для отпуска
Барабанная печь для отпуска -
 Вертикально-фрезерный станок с поворотным столом X5032
Вертикально-фрезерный станок с поворотным столом X5032 -
 Универсально-фрезерный станок с поворотной головкой X6232A
Универсально-фрезерный станок с поворотной головкой X6232A -
 Серия сушильных печей с горячим воздухом
Серия сушильных печей с горячим воздухом -
 Долбежный станок SM5
Долбежный станок SM5 -
 Радиально-сверлильные станки серии Z3050×16/Ⅰ
Радиально-сверлильные станки серии Z3050×16/Ⅰ -
 Линия по производству серии барабанных электропечей сопротивления
Линия по производству серии барабанных электропечей сопротивления -
 Газовая нагревательная печь
Газовая нагревательная печь -
 Горизонтальный токарный станок серии CA CA6240B×1500
Горизонтальный токарный станок серии CA CA6240B×1500 -
 Горизонтальный токарный станок серии C 360×750
Горизонтальный токарный станок серии C 360×750
Связанный поиск
Связанный поиск- Стеклянные дровяные камины производители
- Шахтная печь поставщик
- Камин металлический дровяной купить
- Вакуумная печь для сфероидизации
- Вертикально закалочная печь цена
- Современные обрабатывающие центра
- Токарный обрабатывающий центр с чпу купить
- Китай электропечь сопротивления завод
- Китай вертикально закалочная печь цена
- Промышленная газовая печь